
The Ultimate Guide to Frozen Food Packaging Solutions
Growing Demand for Frozen Product Packaging
More customers than ever are approaching us with questions about optimal packaging solutions for frozen foods. Whether you’re packaging Frozen French Fries, Frozen Shrimp Balls, or Frozen Fruit, choosing the right system ensures product quality and operational efficiency. Let’s explore the key considerations for frozen food packaging.
1. The Critical Role of the Weighing System
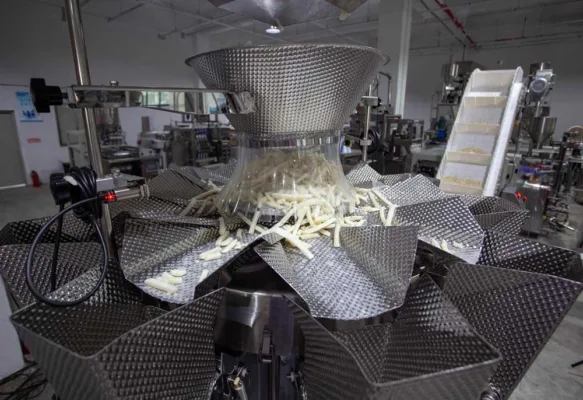
For frozen products, we strongly recommend multi-head weighers with dimpled plates as the ideal weighing solution. Here’s why this system outperforms others:
-
The concave-convex design reduces material contact area, preventing product sticking
-
Ensures smooth material discharge through vibration for accurate measurements
-
Includes dryer system functionality crucial for cold room operations (below 15°C)
-
Protects PLC components from moisture damage
-
Maintains consistent weighing precision in low-temperature environments
Pro Tip: Always install your packing machine in a temperature-controlled cool room for optimal frozen product handling.

2. Choosing the Right Material Elevator: 4 Options Compared
A. Z-Type Elevator
-
Compact footprint ideal for small spaces
-
Suitable for dry, granular products
-
Disadvantage: Requires disassembly for cleaning (not water-resistant)
-
Not recommended for wet or sticky frozen fruits
B. Modular PP Inclined Elevator (Most Economical Choice)
-
Water-resistant design allows direct washing
-
Works well with larger frozen items (fruits, dumplings)
-
Some cleaning challenges due to backside gaps
-
Best value for money in frozen food applications
C. Standard PU Belt System
-
Features food-grade PU front surface
-
Potential issues:
-
Belt slippage during washing
-
Backside canvas prone to mold if not dried properly
-
-
Requires careful maintenance
D. Premium PU Easy-Clean Belt (Top Recommendation)
-
100% food-grade PU construction (front and back)
-
Sprocket-driven for no-slip operation
-
Hygienic advantages:
-
Easy to clean thoroughly
-
Resists bacterial growth
-
-
Higher initial cost but best long-term investment
Our Standard Recommendation: The Modular PP Inclined Elevator offers the best balance of affordability and functionality for most frozen fruit applications, with easy cleaning being its standout feature.

3. Selecting the Optimal Packaging Material
For frozen products, packaging material selection is crucial for product protection. We recommend:
-
PET/PE or Nylon/PE composites for superior durability
-
Minimum 80-micron thickness (adjust based on product weight)
-
Key benefits:
-
Withstands low temperatures without brittleness
-
Provides excellent moisture barrier
-
Maintains seal integrity during freezing/thawing cycles
-
Why Choose HHZPACK for Your Frozen Food Packaging?
-
Customized solutions for all frozen product types
-
Advanced weighing technology for precise portion control
-
Hygienic material handling systems designed for easy cleaning
-
Durable packaging material recommendations tailored to your products
Get Your Expert Packaging Consultation Today!
Contact our engineering team now to design the perfect frozen food packaging solution for your production needs. HHZPACK – Your Trusted Partner in Food Packaging Innovation!
Call-to-Action: Click here to request a free packaging assessment for your frozen products!